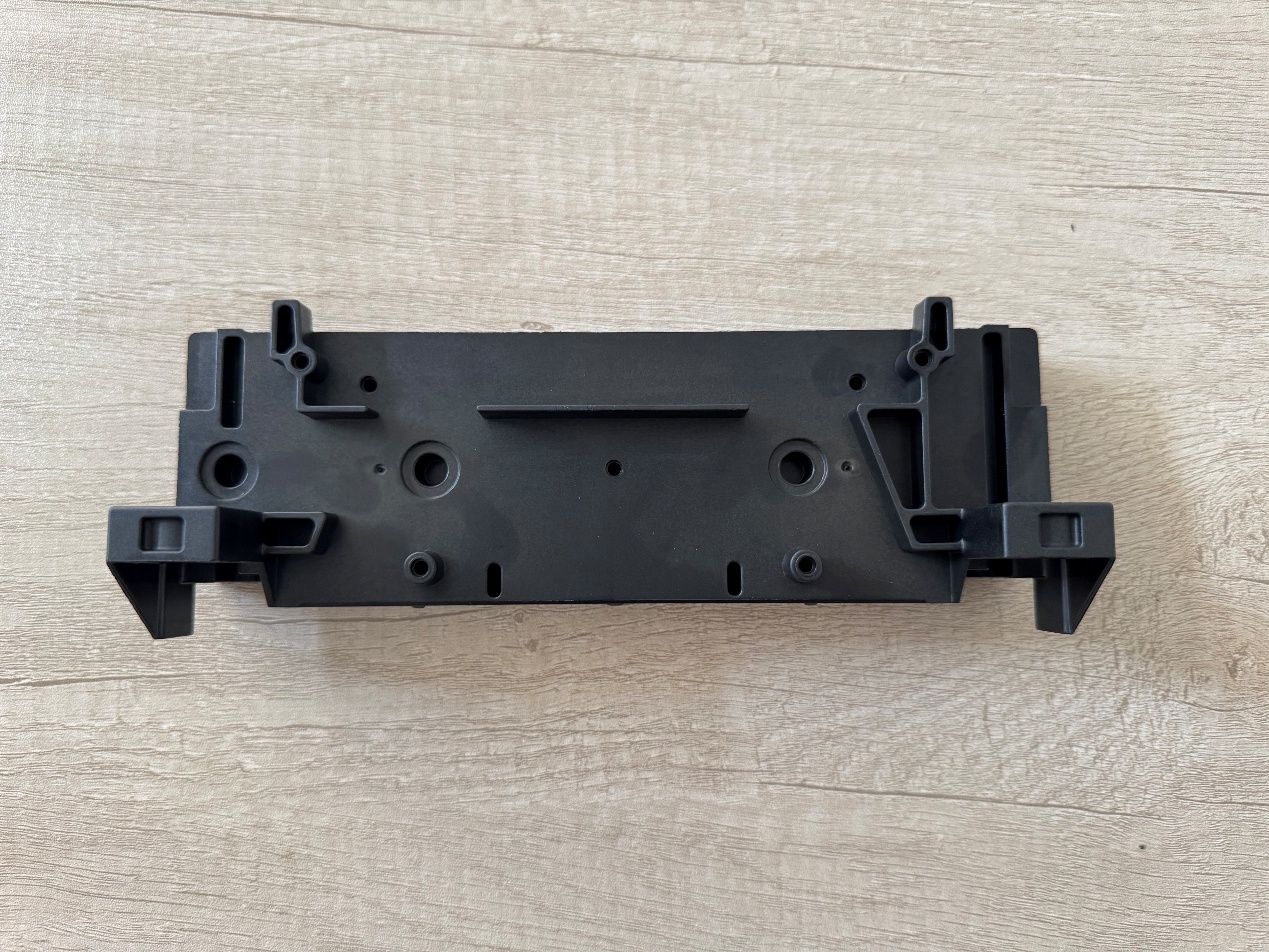
PBT is a semi-crystalline thermoplastic polyester known for high mechanical strength, excellent electrical insulation, thermal stability, low moisture absorption, and fast processing.
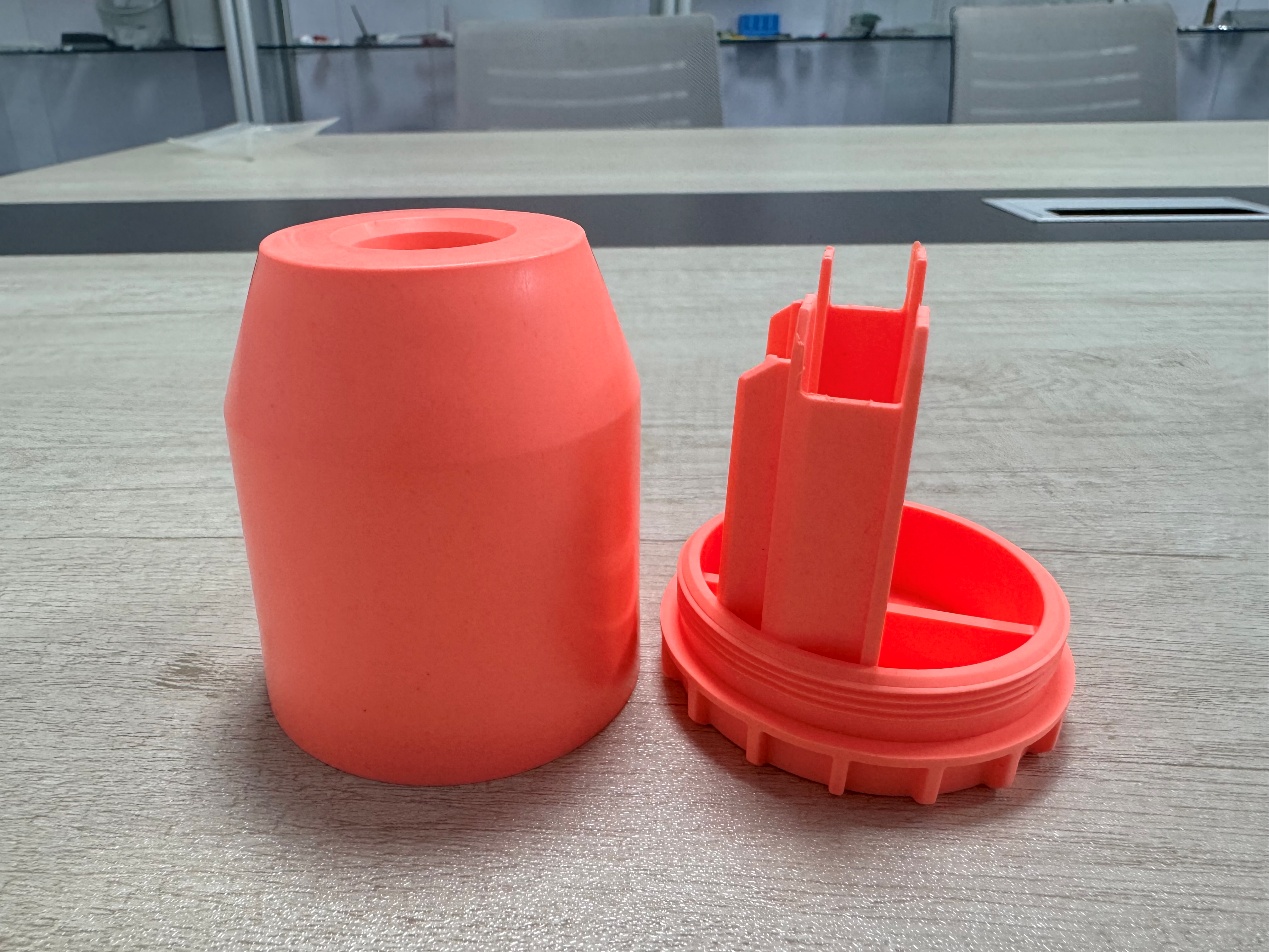
Polyethylene (PE) is a polymer formed from repeating ethylene monomer units. It is generally classified into low-density polyethylene, medium-density polye
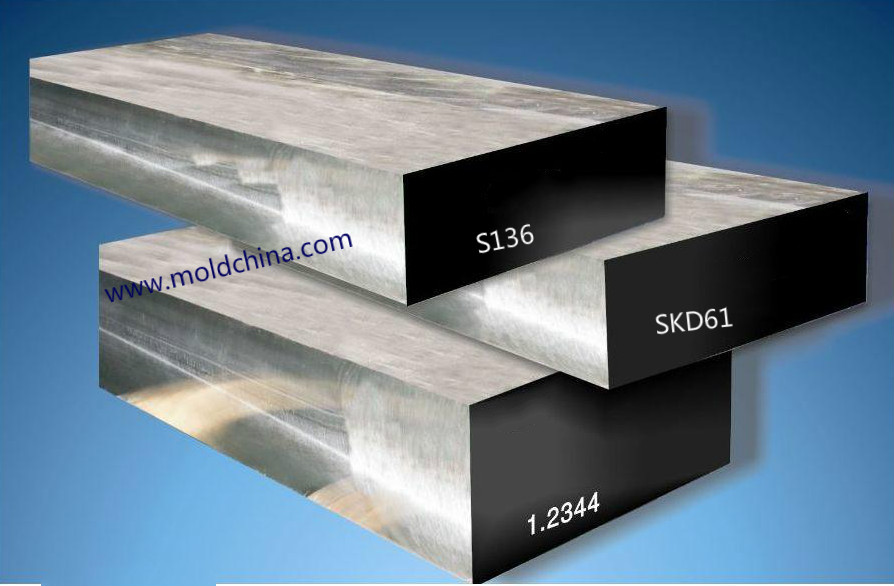
Due to the enormous diversity of plastic materials and the widely varied requirements for plastic products, various requirements for the performance of plastic injection mold steel have been laid down. Therefore, many industrially developed countries have created an extensive range of plastic mold steel series, including carbon steel, carburized plastic mold steel, aging hardening plastic
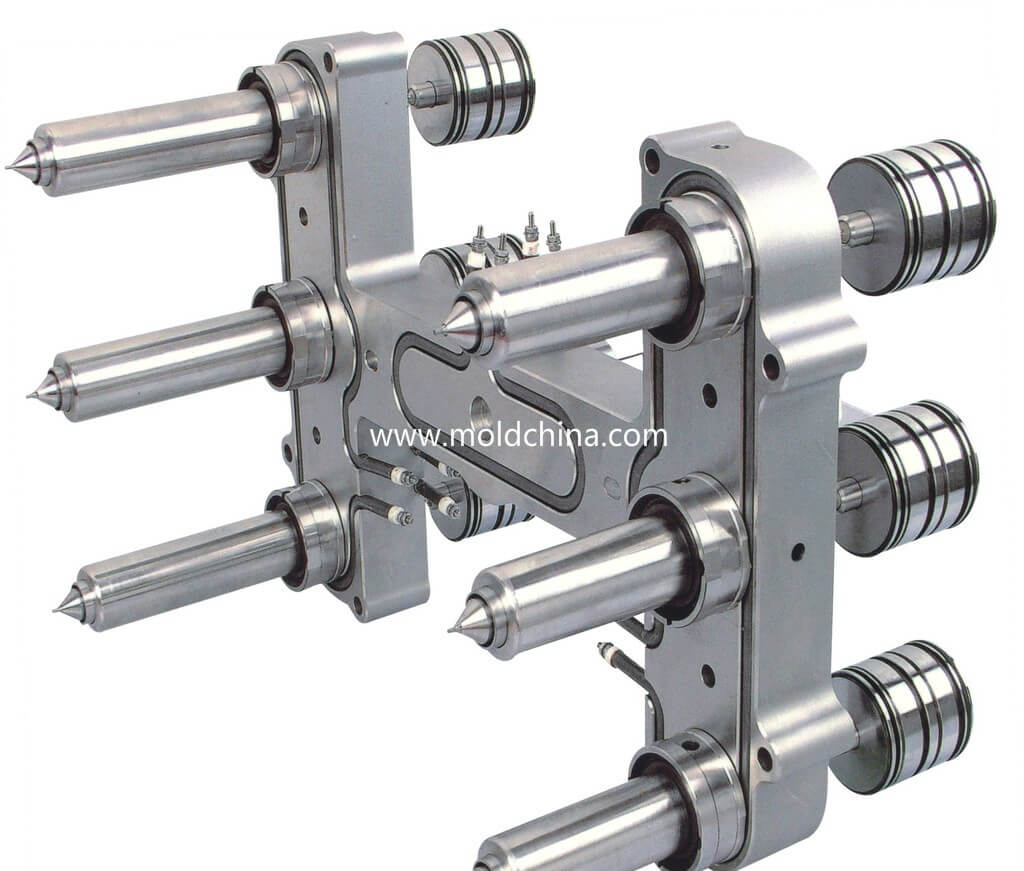
1,How the Hot Runner System Works? The cold runner of a plastic injection mold refers to the section between the mold inlet and the gate. The molten plastic maintains its fluidity inside the runner by virtue of the injection pressure and its own heat. However, as a part of the molding material, the runner is
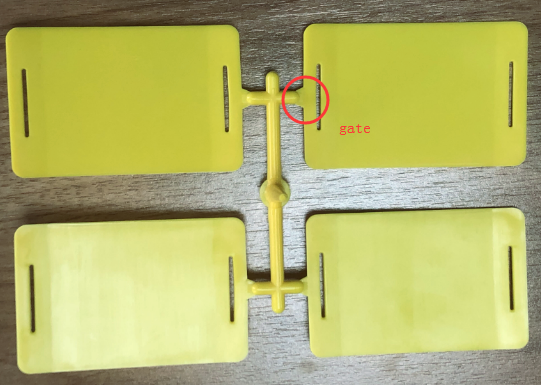
For plastic injection mold design, one of the most important factors is how and where the gate should be located. As the mold opening, the gate is where the molten plastic flows into the final part. It serves as the boundary between the part and the scrap, so its location, size, and shape play an
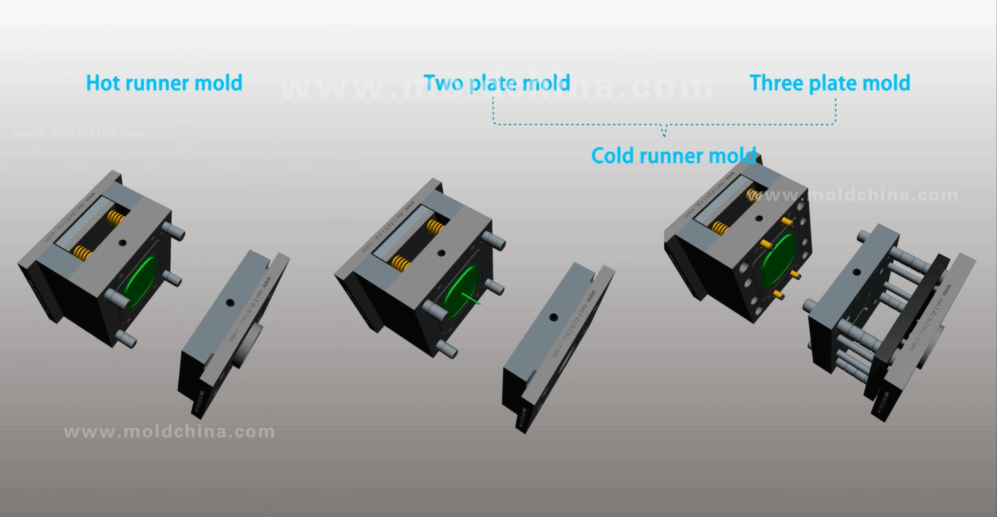
Hot runner mold VS Two plate mold VS Three plate mold 1.Cold Runner Mold: Refers to the portion between the mold inlet and the product gate. The molten plastic is kept flowing in the runner under the effect of the injection pressure and its own heat. The runner only functions as part of

Definition of injection mold cooling system: Injection mold cooling system: AKA. injection mold temperature control system Heat or cool the mold to keep its temperature within a reasonable range. -Mold cooling medium: water, oil, beryllium copper (BeCu) and air, etc.; -Mold heating methods: hot water, steam, hot oil and heating rod, etc. Influence of Mold

While our everyday life is filled with more and more plastic products, people start to be aware that they do not want them to look like “plastic” products. Therefore, the plastic injection molds decorated with the texture process are more welcomed because they cater to people’s interests. 【Purpose of Texture】 (1)Improve product appearance. The texture
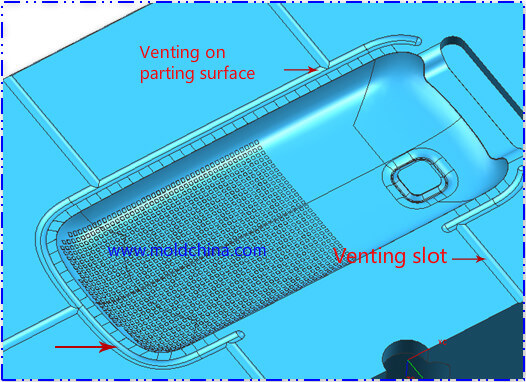
The injection mold venting slot serves two purposes: 1. Expel air from the plastic injection mold cavity during the injection process of the molten plastic material; 2. Get rid of the various gases produced during injection molding processing. The setup of venting slots is of great importance, especially for thin-walled products or the locations far
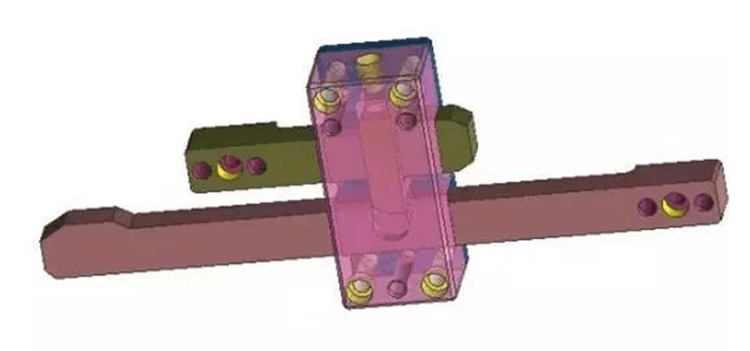
The Functions of a Latch Lock: In the two-step parting, two-step ejection or cavity ejection mechanism, a latch lock unit is always employed to control the opening sequence and stroke of each mold plate. Though latch locks perform similar functions, they have a diversity of different structures. So, it is necessary to select the

1.A great habit of injection molding machine operation is of enormous benefit to both machine service life, as well as production safety. (1)Before the Machine Starts ①Check to see whether there is any water or oil inside the electrical control box. Don’t turn it on if the machine is affected by moisture. It can only

Surface roughness means there is a lack of precision in the surface of a molded part, or an inconsistent level of precision all over the surface, e.g. some areas are glossier than the rest. The main reasons for surface roughness might lie in the injection molding machine, the mold, the process or the material. (1)Injection

Dimensional instability means the dimensional changes of a molded part exceed the tolerance limit, for which the reasons might lie in the injection molding machine, the mold or the injection molding process. (1)Injection Molding Machine ①The application of different types of injection molding machine leads to the differences in injection molding conditions; ②Melt temperature fluctuation
Mold structure encyclopaedias Sositar mould have more than 15 years in mold manufacture field,and accumulate lots of experience in mold design and mold making process, to help the new entrants and our customers to understand mold better,we list some mold animation as below: three plates mold This is a a popular design for mold,the advantage

Cracks refer to the narrow crevices or crazes that occur on molded plastic part surface, of which the causes might lie in the injection molding machine, the mold, the process or the raw materials. (1) Injection Molding Machine Mainly because of the insufficient plasticizing capacity, i.e. the plasticizing capacity is too low, leading to inadequate

Discoloration means the surface color of a molded part is not consistent with the required color. Discoloration may be caused by a variety of reasons, which may cover the several aspects of injection molding machine, mold, process and raw materials, etc. (1) Injection Molding Machine ① Equipment is not clean and needs to be cleansed.
Warpage Warpage is caused by shrinkage variations throughout the part. Warpaging is mainly caused by: – The cooling time difference caused by the temperature difference between the upper and lower surfaces of the mold, which causes difference in internal residue stress. – The pressure (injection pressure, holding pressure) difference inside the product will be reflected

With outstanding performances, PC (Polycarbonate) plastics are highly transparent, impact-/creep-resistant and can be applied within a wide range of temperature conditions. The technological characteristics of PC include: the viscosity of molten PC is not so sensitive to shear rate, but temperature; no clear melting point; the melt is highly viscous; the resin tends to decompose
Analysis of the ABS Plastic Injection Molding Process Thanks to its outstanding mechanical strength and excellent overall performance, ABS plastic injection molding plays an important role in many industries that include plastic product manufacturing, electronics, machinery and building materials. Usually, in plastic product manufacturing, plastic decorative pieces that require electroplating also adopt the ABS plastics.
the injection molding speed The injection speed relative to injection pressure shows a U-curve. If the injection speed is too low, heat loss will be greater than heat generation, causing flow temperature to drop, viscosity to increase and solidification layer to thicken. So, resistance to flow, as well as injection pressure will rise. On the
Holding Pressure Setting (1) The Significance of Pressure Holding/Pack After the mold cavity is filled, holding pressure is applied to compensate for resin shrinkage caused by cooling. Appropriate holding pressure and holding time will be maintained to push the mold screw, to continue injecting molten resin into the cavity. Holding pressure has a great
1.The runner type 2.Series diameter(mm):2 2.5 3 3.5 4 4.5 5 6 7 8 (10 12 for reference) 3.How to design the runner diameter for different material For PE,PA .etc. we can choose smaller diameter,but for PC,PMMA,we choose bigger diameter. 4. Helpful Tips: (1). For a U-shaped runner, the size of the runner can be
Functions of the prings: As one of the widely used elastic parts in molds, the springs are mainly used for the purposes of unloading, material pressing, pushing and ejecting. Based on different loading capacities, springs are marked with five different colors to make it easier to distinguish and select them. The mold spring series Spring
In plastic injection molding, The sprue bushing is a metal part that links the mold with the injection machine. The sprue can also be described as a part of the runner, which allows the molten plastic material to be injected into the mold through the nozzle of an injection machine.Bolt-type sprue bush is a sprue
The Purpose of The Injection Mold Cooling System The design purpose of the cooling system is to ensure uniform cooling, as well as the shortest possible ejection time of the molded products, so as to complete the production process. Cooling design has a direct influence on product quality and molding cycle. Cooling Location
O-ring is a typical extruded seal, of which the main sealing design elements are the compression ratio and elongation of its cross section diameter, since they are of great significance to sealing performance as well as service life. The outstanding sealing effect of O ring largely depends on the accurate matching between the dimensions and
For dozens of years, to produce polymer parts, the team of product development has to be reliant on the plastic injection molding process, which is a proven, robust, repeatable and ideal process for the manufacturing of high volume products, but a product development team has to consider the injection mold cost when employing the injection
The function of return pins Return pins’ functionis to push the ejecting plate back The Spec. of return pins Usually, when production automation is required for the plastic injection mold, a spring has to be installed under RP. See the following diagram: The spring type is TF. (Note: spring installation requirements: A. Spring preload is
Guide pin function: 1.Guide pin is for Accurately locate core and cavity side of plastic injection mold,make them match perfectly and move smoothly 2.Support the mold weight 3.Protect core or cavity inserts Material of guide pin: SUJ2 ,hardness:HRC 60+/-2 degree.(high-frequency quenching) The types and application of guide pin How to design the length of guide
Name :Hoist ring or lifting eyebolt Application: used for assembly and transport of plastic injection mold Material:SUS, 20#,25# Finish: Chrome plated or black oxidation Brand: Crossby,YOKE,JDT https://youtu.be/rVBRZzbCDlc All copyright reserved by injection mold company Sositar Mould
(1) Strive for balance and symmetry in mold layout design 1.Each mold cavity is concurrently filled under the same temperature condition ·Adopt a balanced & symmetric mold layout· For an asymmetric layout, balance can be achieved through adjustment of gate dimensions 2.Runner balance 3. Symmetric layout for large & small products
Note:1)If gate type is banana or submarine gate,then the distance will be added about 10mm 2)Number of precision CNC processing mold base is an integer (then mold core should be 0.5 higher) https://youtu.be/rVBRZzbCDlc All copyright reserved by plastic mold factory Sositar Mould
Three plate mold VS Two plate Mold Appearance difference Between two plate mold and three plate Mold With regard to appearance, the biggest difference between the two plate mold and the three plate mold is that there is a stripper plate between the upper clamping plate and the cavity plate of the three-plate mold. Structures difference Between
【LIFTER】 In essence: a combination of the ejection mechanism and the side-core pulling mechanism. Stroke:S=undercut+(1~3)mm Thickness:8~12mm Angle:not more than 15° Ejectors are allowed to place near the lifters.but not too many. 1、【lifter without base】 Thickness (D)=S (undercut)+(2/3Ø)mm Width (W)≥12 (If the width less than 12mm,use lifter with base) 2、【Lifter with base】 Stop block:Steel
What is the PC/ABS? PC/ABS is a blend of PC (polycarbonate) and ABS (acrylonitrile-butadiene-styrene copolymer), and a thermoplastic made of the polycarbonate and ABS alloy, offering the most desirable properties of the two materials – the processability of ABS and the mechanical properties, as well as resistance to impact, temperature and UV of PC. It
1)The structure of 3 plates mold 17.Locating ring 18.Dowel pin 19.Runner holder 20.Runners systerm 21.Return pin 22.Spring 23.stopper 24.Main runner 25.Nylon locker 26.Guide pin 27.Guide bush 28.Supporter 29.K.O holes 2) How the 3-plate mold works? When a 3 plate mold opens, the cavity
1. Basic Concepts of PEEK PEEK, AKA Poly-ether-ether-ketone, is a special engineering plastic that possesses high thermal stability and a high mechanical performance. The main chain is a high molecular polymer formed by alternation of an ether bond and a ketone bond, of which the typical polymer is polyaryletherketone. The unit structure is as shown
Product: Headset band Material: PC No. of Cavity: 1X1 Product Characteristics: Simple shape, complex structure, with minimized parting line. 1.First of all, perform slope analysis. The following figure shows that the plastic injection mold has 4 undercuts. 2.The following figure shows that the mold has another 3 undercuts. That’s 7 undercuts in total 3.According to
Although there are countless creative people with great creativity in this world, sometimes they just do not have the necessary knowledge to turn the creative ideas into reality. If a project involves parts made of the plastic material, it might be appropriate to adopt the plastic injection molding process. Injection molding, the technique of choice for

Mold adhesion, also known as sticking sprues or parts, is caused by improper contact of the nozzle tip with the sprue bushing, which does not allow sprue or part release and good filling. Usually, the diameter of the main runner needs to be big enough, so that the sprues are not completely solidified when injection
Definitely, if one of the spare parts on your machine or equipment does not function properly, you will need to order a new one for a replacement. However, if your equipment is custom-made, you will have to produce or purchase a customized spare part. But, this process will take a long time, depending on how difficult the
First, introduction When we receive a new mold test mould proofing needs, we are always keen to try out an earlier result of prayer request and smooth so as not to waste hours of work and cause trouble. But in this we have to remind two points: first, the mold designers and manufacturing engineers sometimes an error in
OEMs make their own products from molds that allow them to create their own original product designs. However, as a matter of fact, OEMs are not the real originals. All in all, even OEMs need to outsource injection molds from factories which will build the molds for them. Currently, there are factories which make injection mold tooling for
Proper Quality Management Extends Tool Service Life In the production process, tools are subject to normal wear and tear. It is certain that quality management control in daily production will play an important role in the assurance of tool quality, which mainly covers the following aspects: Effective data management, including production data, process data and