Polyethylene (PE) is a polymer formed from repeating ethylene monomer units. It is generally classified into low-density polyethylene, medium-density polye
Introduction In the realm of manufacturing, the method chosen for part production profoundly influences both quality and cost-effectiveness. Two prominent contenders in this arena are urethane casting and injection molding. Each technique boasts unique merits tailored to specific manufacturing contexts. This article delves into the intricacies of both urethane casting and injection molding, shedding light
Introduction In the realm of injection molding, metal molds have long been the go-to for mass-producing precise plastic parts. Yet, with the rise of 3D printing, a novel approach to mold creation has emerged, promising quicker development cycles and cost savings. This guide delves into the transformative impact of 3D-printed molds on the injection molding

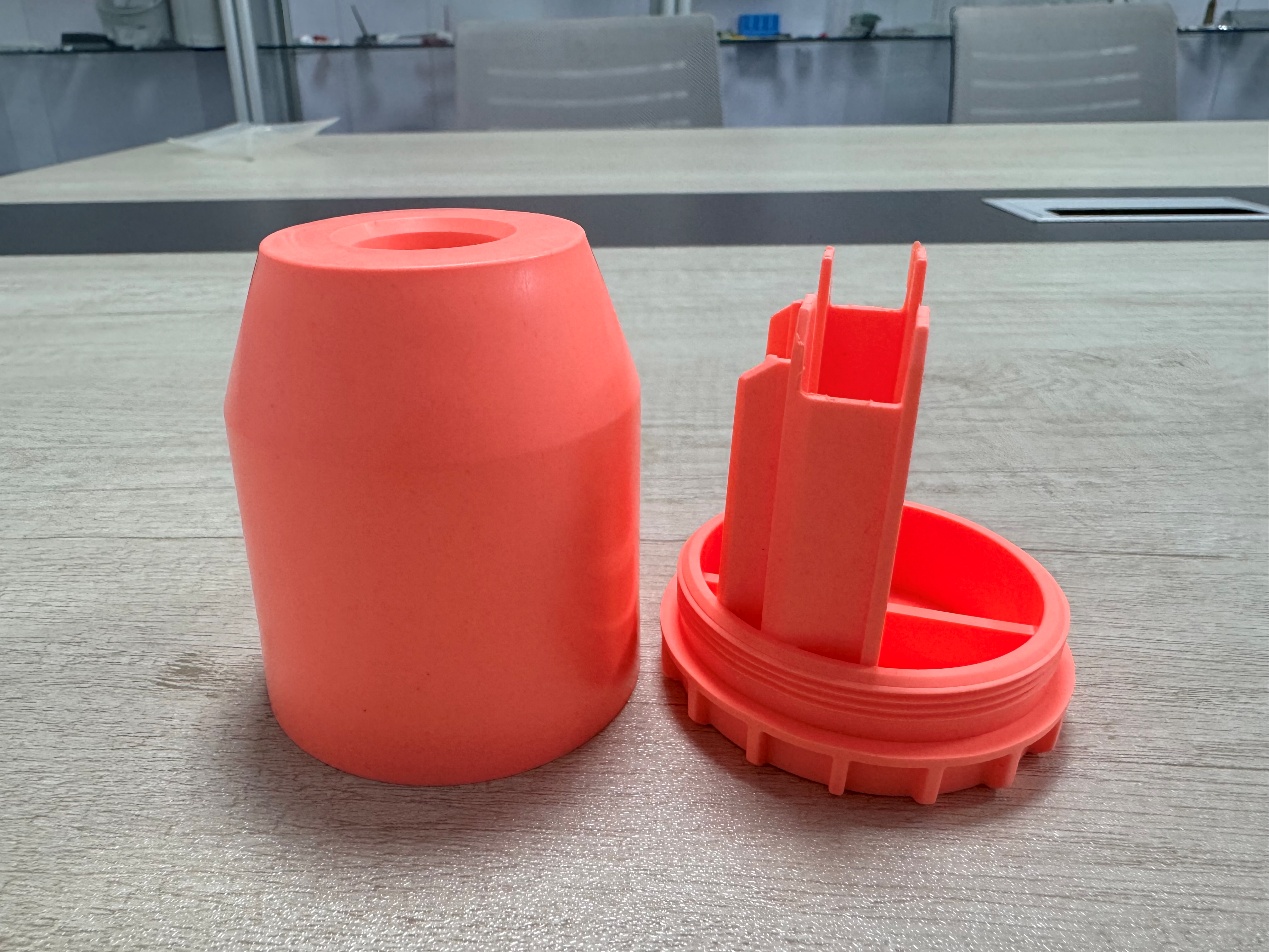
Plastic injection molding is a process where plastic pellets are fed into the hopper of an injection machine, melted under heat to maintain a flowing state, and then injected under pressure into a closed mold through the injection nozzle and runner system. After cooling and shaping, the molten plastic solidifies into the desired part. As
Introduction ABS injection molding stands as a fundamental method in manufacturing, celebrated for its versatility and resilience across various industries. This piece delves into the essentials of ABS injection molding, its applications, and the nuances of the process. What Is ABS Injection Molding? ABS (Acrylonitrile Butadiene Styrene) injection molding involves converting plastic pellets into functional,
Exploring the Injection Molding Process and its Importance Plastic injection molding stands as a vital manufacturing process, employed in crafting a diverse range of products from electronic housings to automotive components. Its popularity stems from its prowess in generating large volumes of intricate, precisely shaped parts efficiently. In today’s manufacturing landscape, injection molding’s efficiency and

I. Production Plant Focus the layout of the production plant on two aspects: Under the precondition that the production demand is met, optimize the layout as per the production process, and at the same time meet the requirements for flexible energy consumption under specific production conditions. 1. Power supply – Maintain an appropriate margin while

Four key points in the refined management system of an injection molding company The management of the production site includes onsite material management, plan management, equipment management, tool management, personnel management, production scheduling management, 8S management, etc. More attention should be paid to the management of details that are considered minor in daily life. 1.
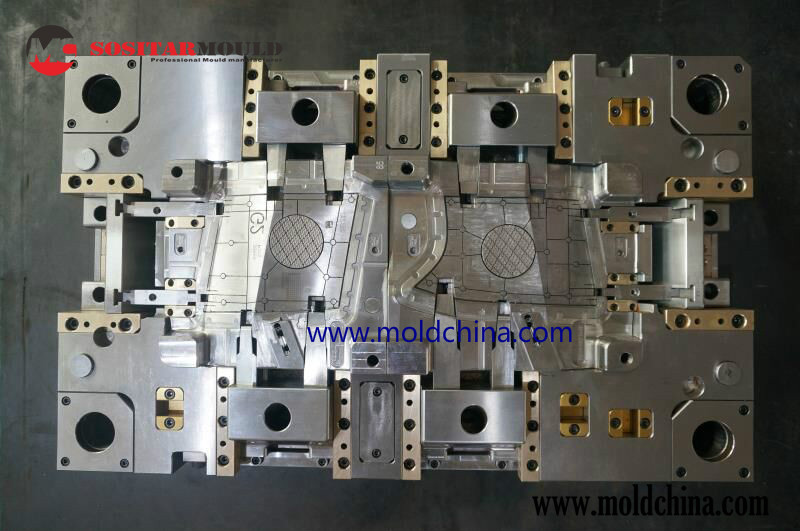
After a new product is designed, a lot of companies would be ready to develop the plastic injection mold for small-scale trial production, to see how the market will respond before making a decision on massive production. At this point, it will be of great importance to select a proper plastic mold manufacturer. Personally, I’ve
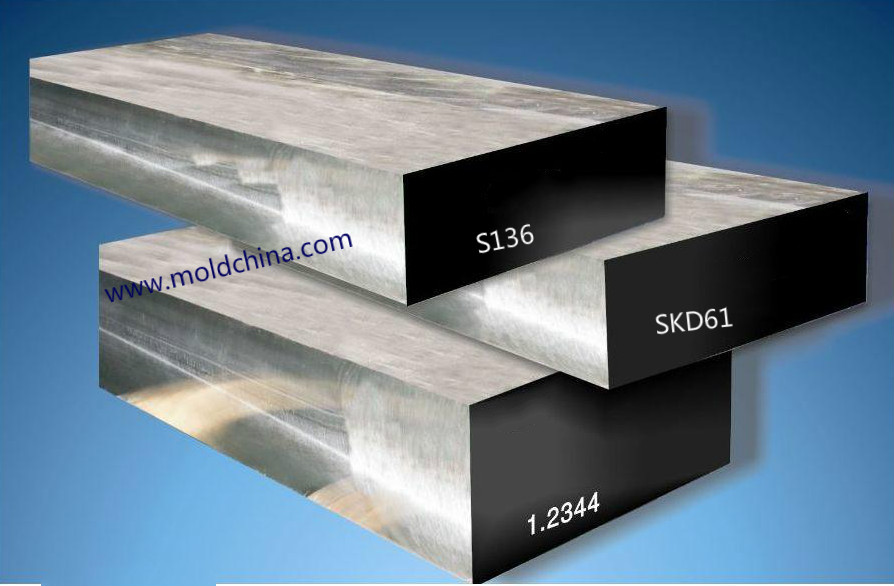
Due to the enormous diversity of plastic materials and the widely varied requirements for plastic products, various requirements for the performance of plastic injection mold steel have been laid down. Therefore, many industrially developed countries have created an extensive range of plastic mold steel series, including carbon steel, carburized plastic mold steel, aging hardening plastic