
Four key points in the refined management system of an injection molding company The management of the production site includes onsite material management, plan management, equipment management, tool management, personnel management, production scheduling management, 8S management, etc. More attention should be paid to the management of details that are considered minor in daily life. 1.
After a new product is designed, a lot of companies would be ready to develop the plastic injection mold for small-scale trial production, to see how the market will respond before making a decision on massive production. At this point, it will be of great importance to select a proper plastic mold manufacturer. Personally, I’ve
PMMA, i.e. polymethyl methacrylate, also known as acrylic or organic glass, is a transparent thermoplastic with a relative density of 1.19, which is higher than that of water. With a high surface glossiness, the PMMA products are characterized by strength, rigidity and toughness. The process features of PMMA: due to the high viscosity, PMMA has
Weld Lines The flowing defects on product surface or the linear defects that are caused when melt fronts meet each other after splitting. Weld lines refer to the lines that occur on a plastic product surface when the cold slug melts. In areas of mold cavity where the molten plastic meets inserts or holes, areas
PVC, i.e. polyvinyl chloride, is a multi-component plastic material that is often applied in the form of pellets. In addition to the previously mentioned PVC resin powder, some other components are needed, e.g. adding plasticizer to improve its fluidity, adding stabilizer to improve its thermal stability, adding lubricant to improve its mold releasing performance, as
Optimum Injection Speed The optimum injection speed allows us to maintain minimum injection pressure under given conditions. Injection speed should vary with cavity thickness. Compared with the thick ones, the thin ones possess a smaller effective flow cross-section. As a result, we need to raise injection speed, improve overall deformation rate and increase frictional
Injection Pressure Injection pressure refers to the force that helps molten resin overcomes the resistance to flow. When the mold screw reaches changeover to holding pressure, the pressure on screw front end is referred to as injection pressure. Fill the entire cavity with a pressure lower than the max. injection pressure of the injection molding
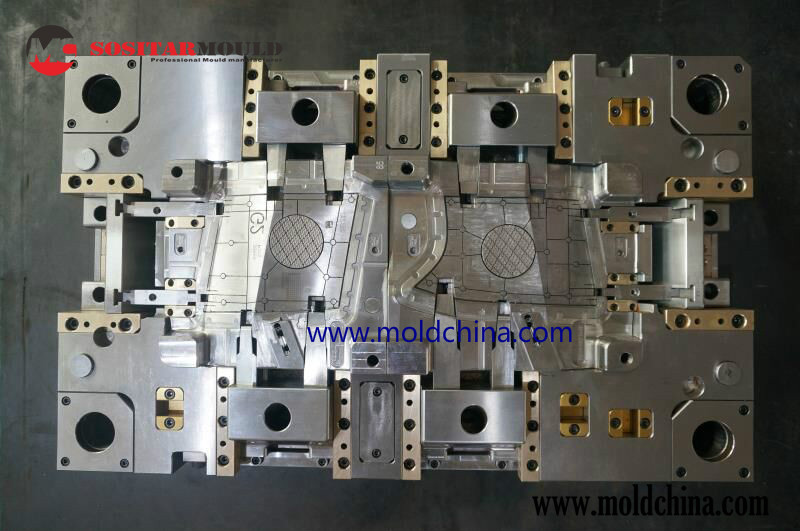
Due to the special requirements of some products, the mold release of some part is not consistent with the mold opening direction of the injection machine, which needs the side parting core pulling mechanism to eject the product smoothly. The side parting core pulling mechanism comes with two types: slider(also known as slide) and lifter.
Ejector Block 1) Direct ejection can be in 2 styles: ejector and ejecting block + ejector pin. 2) The ejector is designed with gradients on its four sides: 1°on the side that clings to the product and 3° on the other three sides. 3) When the core of plastic injection mold is integrated, the distance
Nylon lock A Nylon lock are used to lock A plate and B plate before runner are released out from A plate。Standard components :PLB type,the diameter depends on mold base size : When the mold plate is thick, we need to make venting for nylon lock: All copyright reserved by plastic mold
Ejector sleeves 1) The application of ejectors sleeves is required when a product features a hollow pillar structure and a great height. The matching relationship between pillars and sleeves is shown in the diagram below: When a product features a pillar that is equipped with shockproof rubber, the ø3/16” + ø1.7 sleeve should be selected.
The function of the stop pin 1.Reduce the contact surface betwwen ejector plates and clamping plates,it is easy to control the flatness of ejector plates by adjusting the thickness of stop pins. 2.Buffer against ejector plates The material of stop pin S45C,hardness HRC40°~45° Position of stop pin 1.An STP must be installed under the RP to
What should we pay attention to the ejecting system? 2.1 Keep at least a distance of 3/32” between ejector hole edge and other holes; 2.2 A clearance of 1/64’’ should be kept for ejector holes on the ejector plate; 2.3 A clearance of 1/32’’ should be kept for ejector holes on the plate of injection
1)Ejector position:Ejected 10 – 15mm away from the edge of molding product (controlled by the retainer plate) 2)Ejection Types 1.Pin Ejector 2.Blade Ejector 3. Ejector Sleeve 4. Stripper Bar Ejector 5. Stripper Plate Ejector 6. Lifter 7. Air Ejector 3)Basic Ejection Requirements Product evenly ejected without ejection marks, unbroken and in shape; Main ejection parts:
Mold Trial Steps and Instructions Mold Trial Steps (1) Before mold trial, dry the raw materials first. All materials need to be dried except PE/PP. It is a standard practice to perform the trial with new materials. (2) Mount the mold onto the center hole and keep it aligned. It is enough to set the clamping
With the rapid development of the plastic industry, as well as the continuous improvement of general-purpose plastics and engineering plastics in aspects like intensity, plastic molding products are gaining a wider and wider application scope, leading to an increased application quantity of plastic molding products. Composed of several groups of parts that include the molding
Tips for Mold Disassembly: Able to read mold assembly drawings, and understand how each part and component functions and works, as well as how they are installed and mated. Check parts, standard parts and special assembly tools against the checklist shown on the drawings; Select appropriate general-purpose assembly tools (such as screw drivers, Allen wrenches, copper

Recent years, plastic injection industry have a huge change in the environment of consumption upgrade. product requirements are getting an increase. In the past, large-scale production of precision-less plastic industry, now also need to rely on the mold industry to improve the accuracy of product demand. The production of plastic products starts with the design
Plastics of different colors are being used every day, covering a broad range of applications and scenarios, but few people know or consider, how these color hues are created. A variety of coloring systems can be used to color the plastic materials, each possessing its unique features, benefits, and weaknesses, among which masterbatches, “salt &

When compared to the past, the technological level of the Chinese mold industry has been greatly improved, but the proportions of high, medium and low-end molds produced by Chinese manufacturers are extremely imbalanced, which severely hampers the development of the Chinese mold industry. Over the past few years, tremendous changes have taken place in the
A Competitive Mold Maker In recent years, the Chinese mold industry has witnessed rapid growth. Along with the development of experience, introduction of cutting-edge technologies, as well as the hiring of well-trained specialists from all around the world, both the design and manufacturing of injection molds in China have been improving substantially. Nevertheless, as with any
The injection molding process is usually comprised of 6 steps: The clamping: An injection machine contains 3 parts – the injection mold, the clamp and the injection unit, among which, the clamping unit keeps the mold at a certain pressure, so as to ensure the consistency of the outputs. A mold is usually made up
Once the consulting service provider KPMG conducted a study which showed that with a total sales revenue of 5.7 billion USD in 2002, China had already overtaken Germany and the US to become the biggest machine tool maker in the whole world, making it a viable base for mold sourcing and manufacturing thanks to its