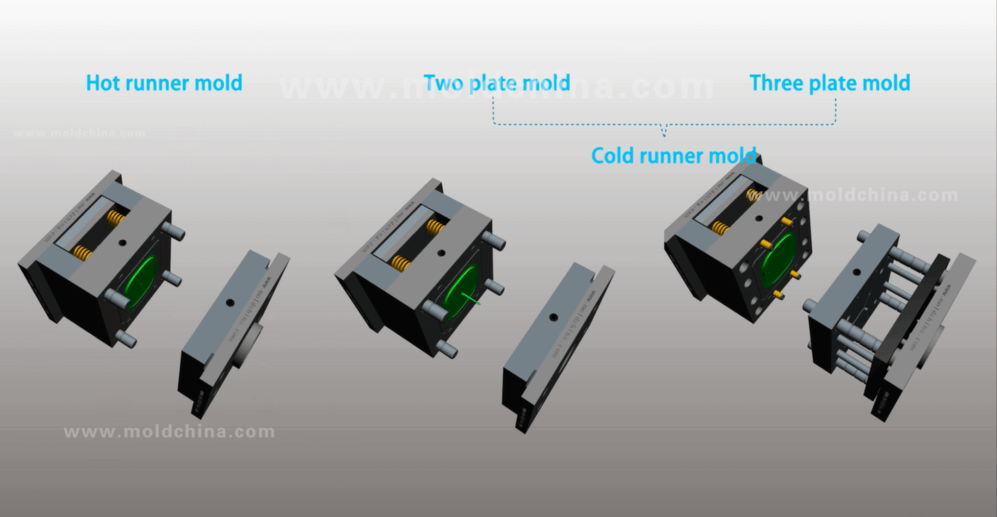
Hot runner mold VS Two plate mold VS Three plate mold 1.Cold Runner Mold: Refers to the portion between the mold inlet and the product gate. The molten plastic is kept flowing in the runner under the effect of the injection pressure and its own heat. The runner only functions as part of […]

Definition of injection mold cooling system: Injection mold cooling system: AKA. injection mold temperature control system Heat or cool the mold to keep its temperature within a reasonable range. -Mold cooling medium: water, oil, beryllium copper (BeCu) and air, etc.; -Mold heating methods: hot water, steam, hot oil and heating rod, etc. Influence of Mold […]

While our everyday life is filled with more and more plastic products, people start to be aware that they do not want them to look like “plastic” products. Therefore, the plastic injection molds decorated with the texture process are more welcomed because they cater to people’s interests. 【Purpose of Texture】 (1)Improve product appearance. The texture […]
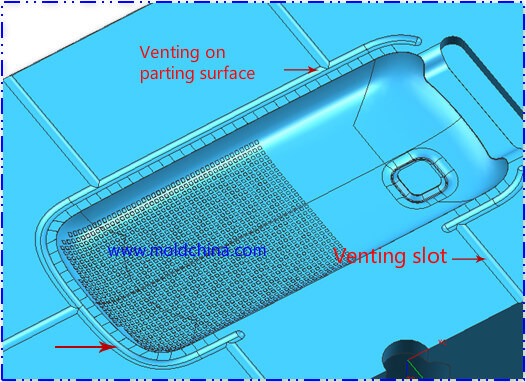
The injection mold venting slot serves two purposes: 1. Expel air from the plastic injection mold cavity during the injection process of the molten plastic material; 2. Get rid of the various gases produced during injection molding processing. The setup of venting slots is of great importance, especially for thin-walled products or the locations far […]
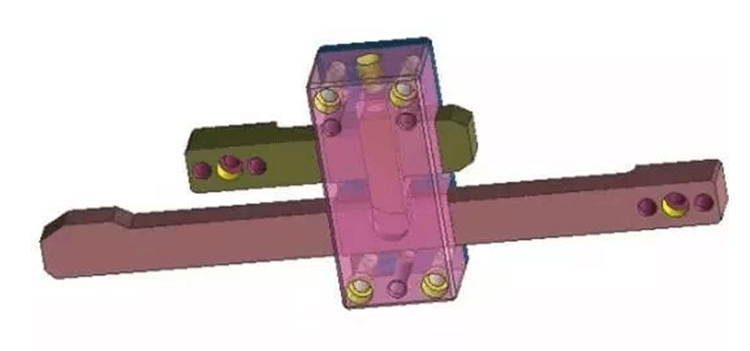
The Functions of a Latch Lock: In the two-step parting, two-step ejection or cavity ejection mechanism, a latch lock unit is always employed to control the opening sequence and stroke of each mold plate. Though latch locks perform similar functions, they have a diversity of different structures. So, it is necessary to select the […]

1.A great habit of injection molding machine operation is of enormous benefit to both machine service life, as well as production safety. (1)Before the Machine Starts ①Check to see whether there is any water or oil inside the electrical control box. Don’t turn it on if the machine is affected by moisture. It can only […]

Surface roughness means there is a lack of precision in the surface of a molded part, or an inconsistent level of precision all over the surface, e.g. some areas are glossier than the rest. The main reasons for surface roughness might lie in the injection molding machine, the mold, the process or the material. (1)Injection […]

Dimensional instability means the dimensional changes of a molded part exceed the tolerance limit, for which the reasons might lie in the injection molding machine, the mold or the injection molding process. (1)Injection Molding Machine ①The application of different types of injection molding machine leads to the differences in injection molding conditions; ②Melt temperature fluctuation […]
Mold structure encyclopaedias Sositar mould have more than 15 years in mold manufacture field,and accumulate lots of experience in mold design and mold making process, to help the new entrants and our customers to understand mold better,we list some mold animation as below: three plates mold This is a a popular design for mold,the advantage […]

Cracks refer to the narrow crevices or crazes that occur on molded plastic part surface, of which the causes might lie in the injection molding machine, the mold, the process or the raw materials. (1) Injection Molding Machine Mainly because of the insufficient plasticizing capacity, i.e. the plasticizing capacity is too low, leading to inadequate […]